Gestione dello sforzo e/o del movimento
> delle presse manuali e pneumatiche
EMG offre tutti i tipi di gestione dello sforzo e/o di spostamento, con soluzioni di sensori di forza e spostamento su misura per ogni esigenza di controllo pezzo al 100%.
Questa è la qualità garantita dal monitoraggio dei processi industriali:
> Controllo permanente della qualità
> Controllo dei processi produttivi
> Tracciabilità totale
> Monitoraggio della produzione
La garanzia della qualità implica un controllo continuo del processo.
Le presse EMG dotate di sensori di forza e/o spostamento consentono la produzione di parti conformi dalla fase di produzione.
Il rilevamento anomalia è immediato se non vengono raggiunti i parametri richiesti, l’unità di monitoraggio invia un messaggio “OK” o “NOK” da un display ottico, un segnale audio o bloccando la pressa in posizione.
Questo segnale consente all’operatore di isolare immediatamente la parte difettosa.
Le informazioni vengono memorizzate nell’unità di controllo e possono essere esportate su un PC per scopi di analisi, statistica o archiviazione
Esistono tre soluzioni standard nella gamma.
> Su richiesta del cliente si possono proporre soluzioni specifiche e personalizzate
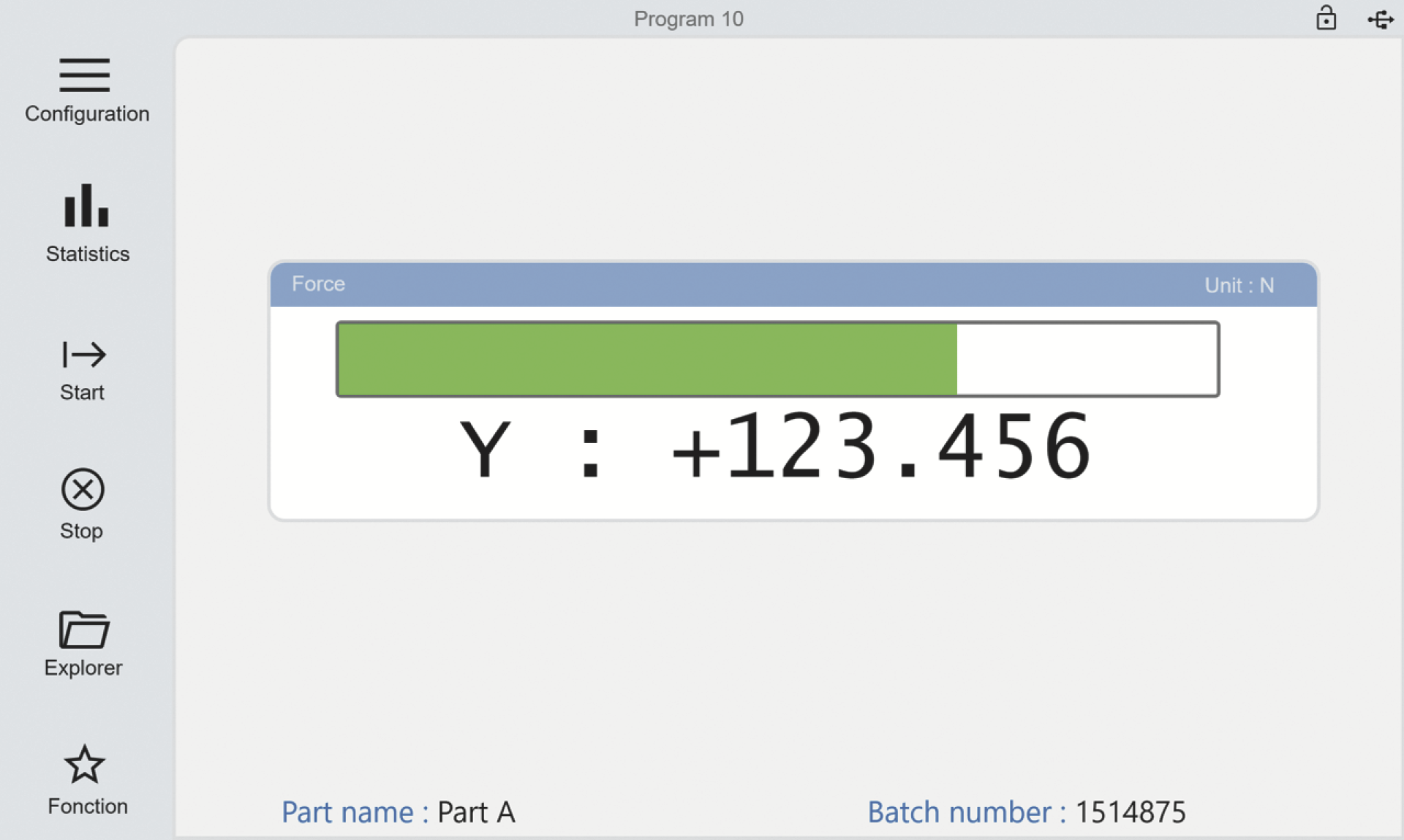
Soluzione 1
> Forza
> Soglie mini / maxi
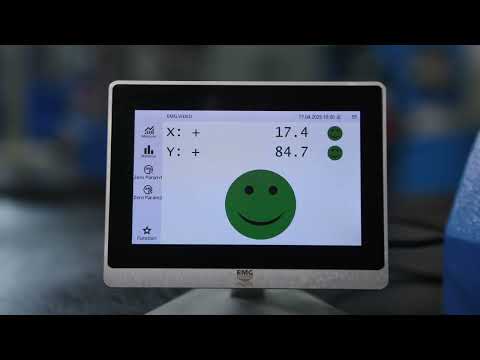
La soluzione 1 permette di valutare immediatamente la forza o tramite preimpostazione di un valore di forza minima e massima. Uno smiley verde o rosso o una barra grafica insieme a un segnalatore acustico indicheranno il corretto svolgimento del ciclo della pressa.
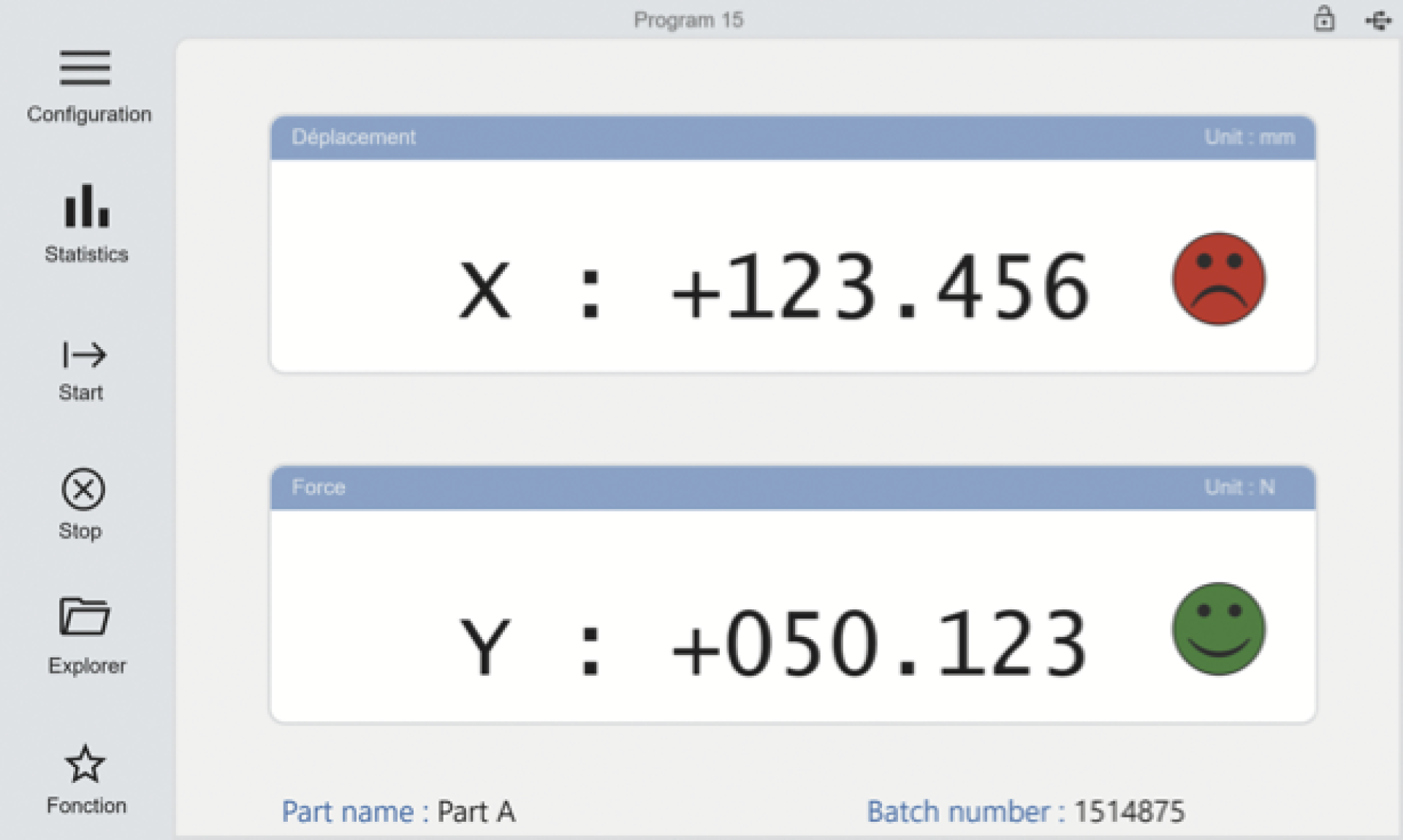
Soluzione 2
> Forza
> Spostamento
> Soglie mini / maxi
La soluzione 2 permette di valutare immediatamente la forza e lo spostamento o tramite preimpostazione di un valore di forza e di corsa minime e massime. Uno smiley verde o rosso o una barra grafica insieme a un segnalatore acustico indicheranno il corretto svolgimento del ciclo della pressa. Sono disponibili
anche i valori di picco.
Soluzione 3
> Forza
> Spostamento
> Curve
La soluzione 3 permette di valutare immediatamente la forza e lo spostamento tramite impostazione di soglie, finestre o monitoraggio curve. La curva di valutazione apparirà immediatamente sullo schermo. Uno smeley verde o rosso insieme a un segnalatore acustico indicheranno che il ciclo della pressa si sta svolgendo correttamente.
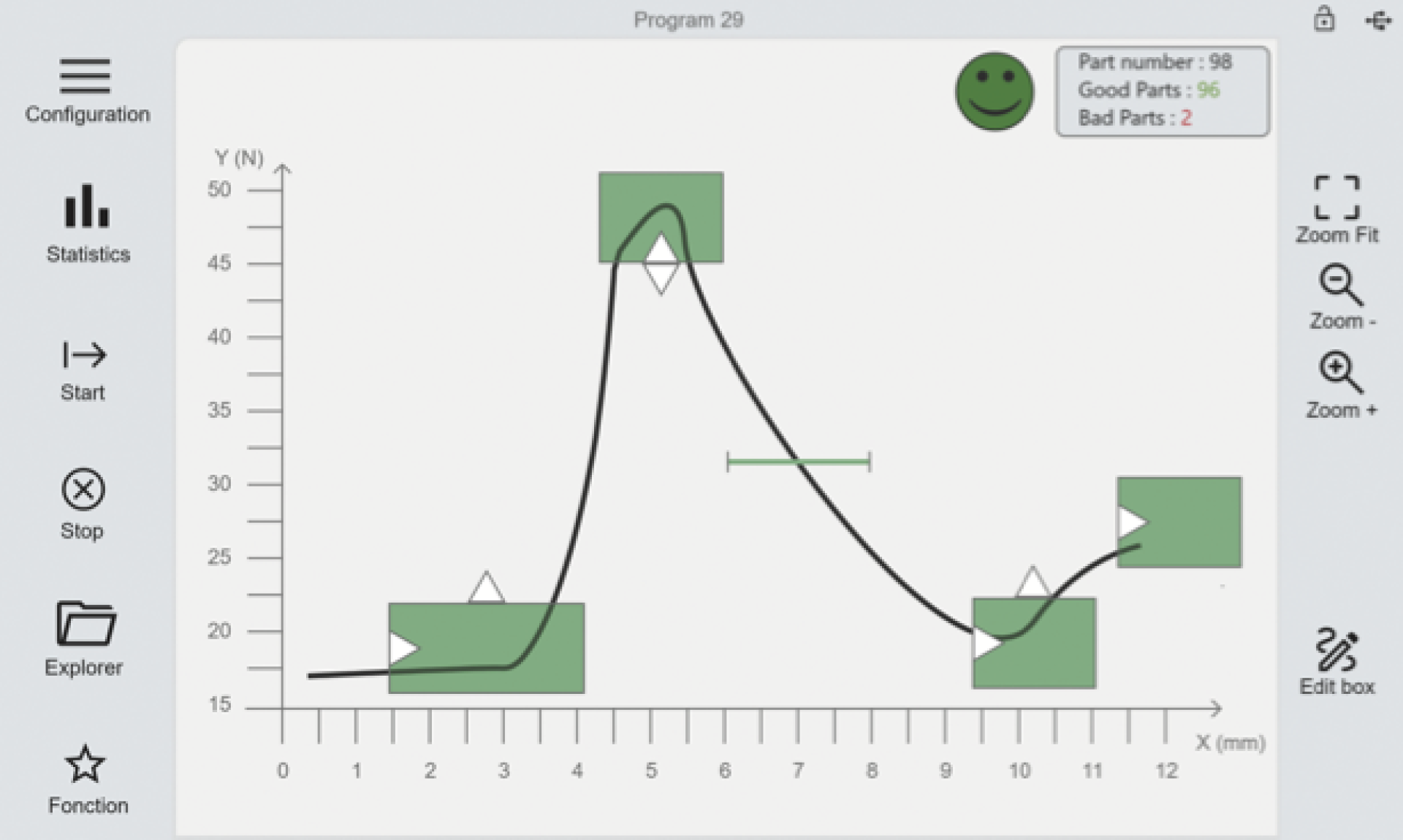
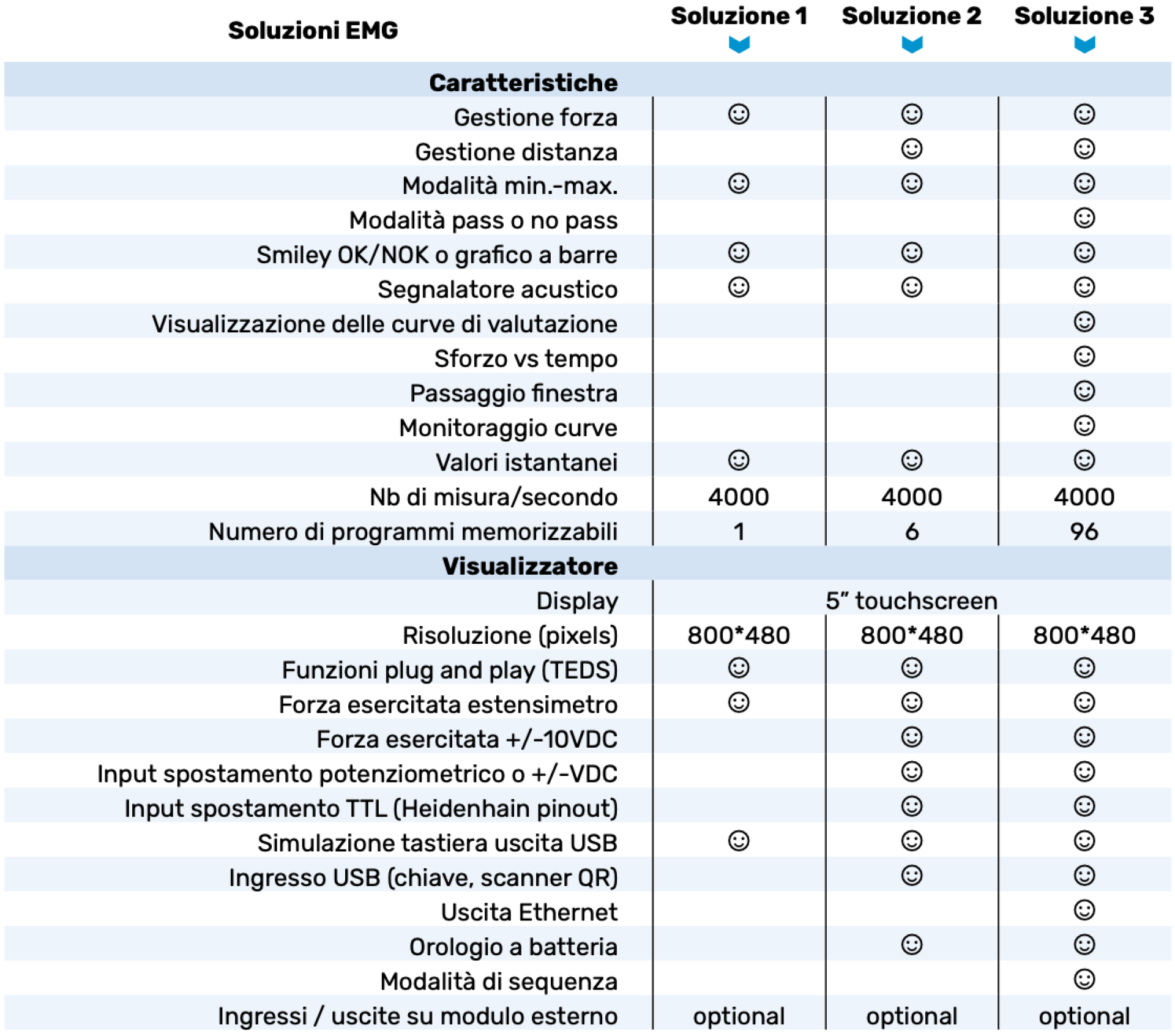
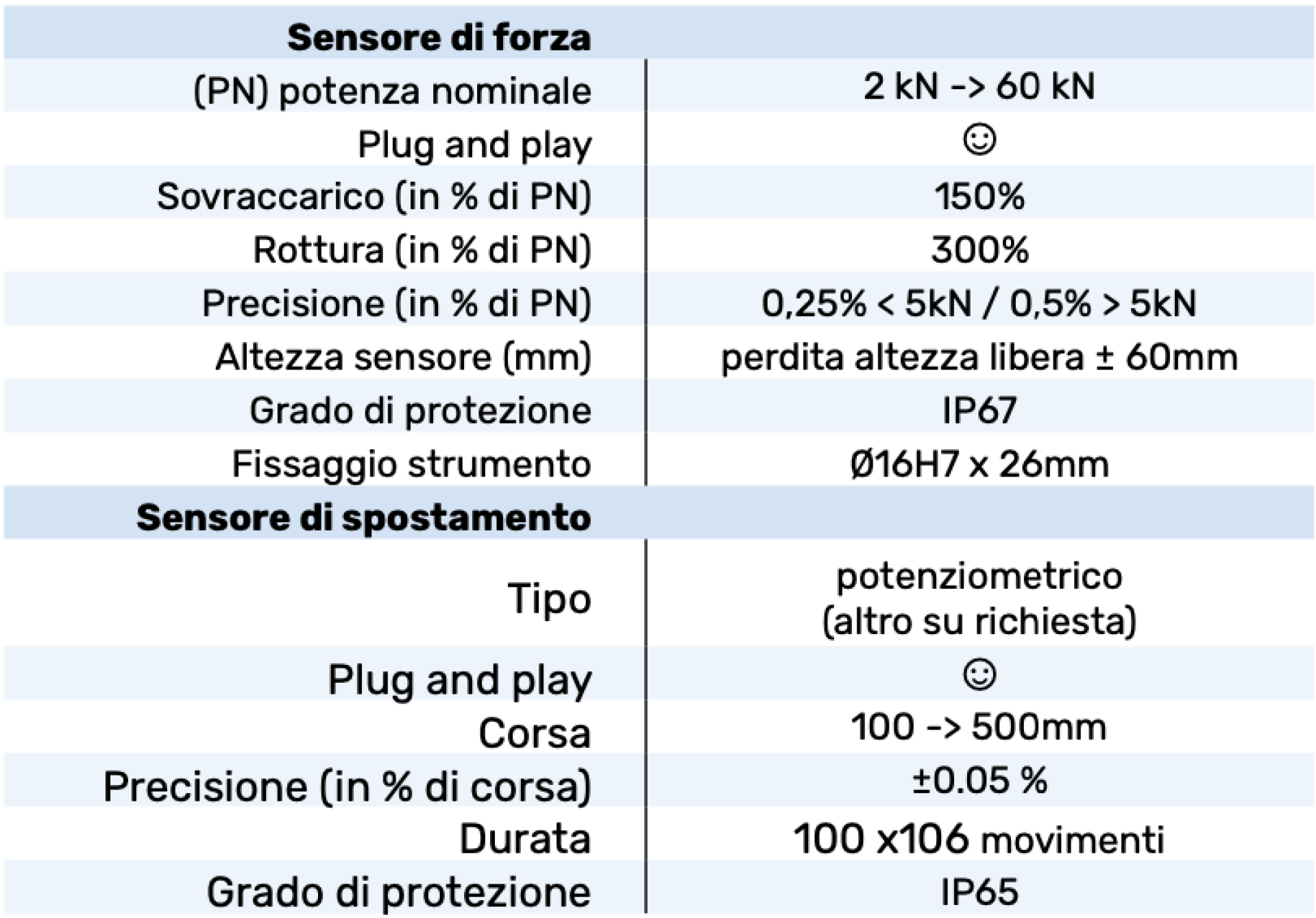
TAVOLA DELLE CARATTERISTICHE

Blog



